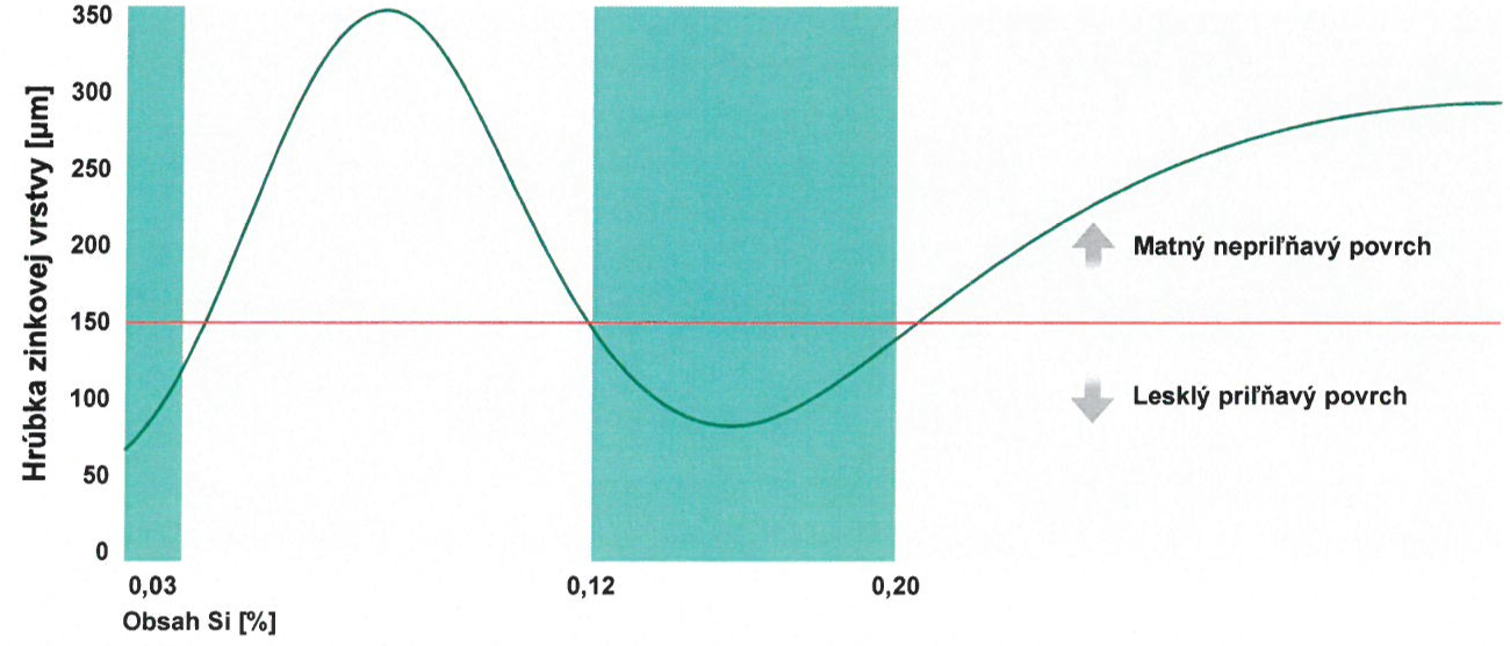
Chemické zloženie, povrch, hmotnosť, akosť, hrúbka a drsnosť základného materiálu ovplyvňujú vzhľad, nános,
štruktúru zinkovaného povlaku.
Neodporúčame otvorené stavebné diely
U otvorených stavebných dieloch dochádza k problémom ako u pozinkovania, tak u prepravy. Poyinkovanie rovných
stavebných dielov je kvalitnejšie a hospodárnejšie.
Predchádzajte deformáciám
Zvážte možnosť roztiahnutia materiálu a symetrické prierezy.
Pozor na "mŕtve" uhly a rohy
Zaistite radiusy a otvory v predeloch. U rámových konštrukcií z otvorených profilov dávajte pozor na odvzdušnenie
a drenáže.
Nezabudnite na prítokové a odtokové otvory
Z dôvodu nebezpečia explózie je potrebné, aby duté konštrukcie boli opatrené prítokovými a odtokovými otvorami.
Ich usporiadanie a veľkosť ovplyvňujú kvalitu žiarového pozinkovania.
Nezatvárajte profily na plocho
Doporučujeme vyhnúť sa tiež použitiu materiálov s veľmi rozdielnou hrúbkou steny.
Umožnite zavesenie
Prítokové a odtokové otvory odporúčame umiestniť vo zvislej rovine s otovrom pre zavesenie. Ak je na každej strane
len jeden prítokový a odtokový otvor, odporúčame ich umiestniť v jednej rovine v protiľahlých rohoch.